Continuing with the revision of PLC Lollette, this time we will use the Gxwork2 we will make our first code download to plc, we will create a very basic routine to test it.
I bought this PLC in the online store Aliexpress, for less than 30 dollars !!!. there are many versions and variations that I have is the
FX1N FX2N FX3U FK3U o FX3U / LE3U 14MR6AD2DA o LE3U-14MR o LE3U 14MR6AD2DA technically all versions are similar and perhaps the same, brings PLC Lollette with housing, “some versions are directly PLC ” and a Serial DB9 Male-Female cable.

Materials and Where to Buy
Previous Tutorials Recommended
Download the programming software, demo version 60 days.
Characterization of PLC, features and functionalities
Tests carried out
This tutorial is divided into 3 important parts:
- Configuration of Gx works2 for serial communication from RS232
- Creation of test example in ladder language, compilation, debugging and code download.
- Test code, inputs and outputs, Online mode, force records.
Programming Software
In my particular case I use a computer with Linux Lubuntu, but these software only work in Windows, the solution to create a virtual machine (Virtualbox).
GX Works2 by Mitsubishi.

Review Program #PLC Lollette FX3U 14MR /LE3U/FX3U/FX3UC: Part 2
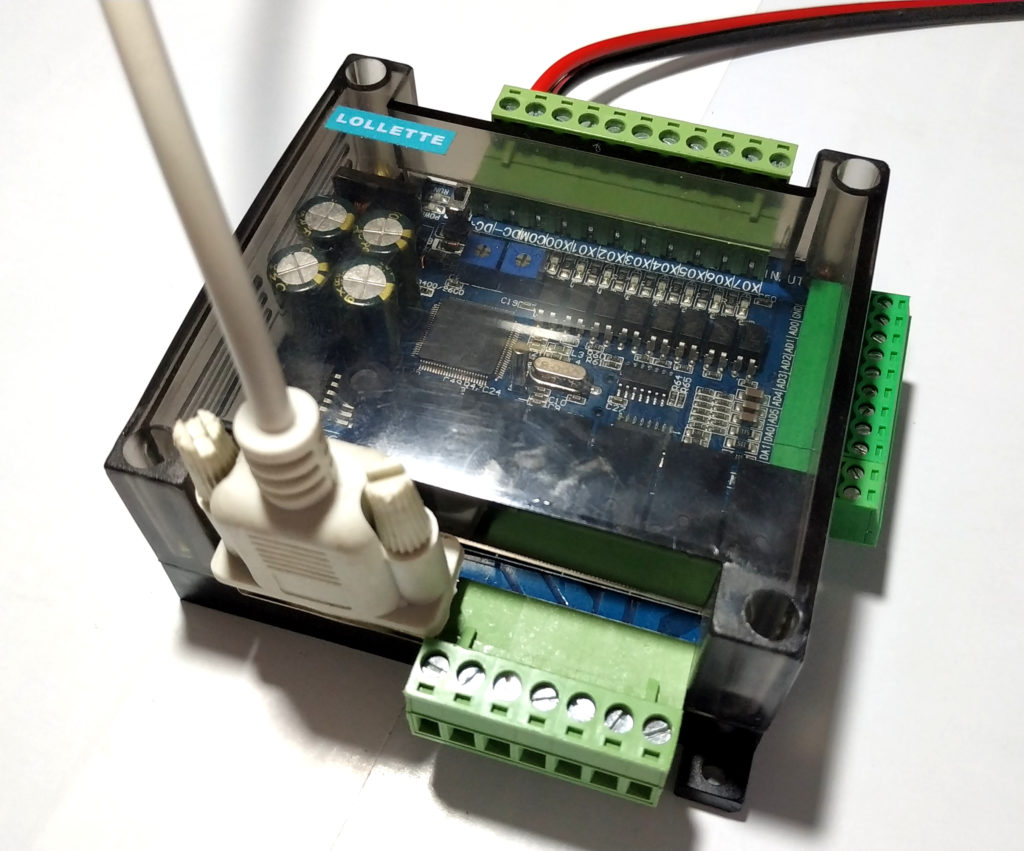
PLC Connected and ready to program.
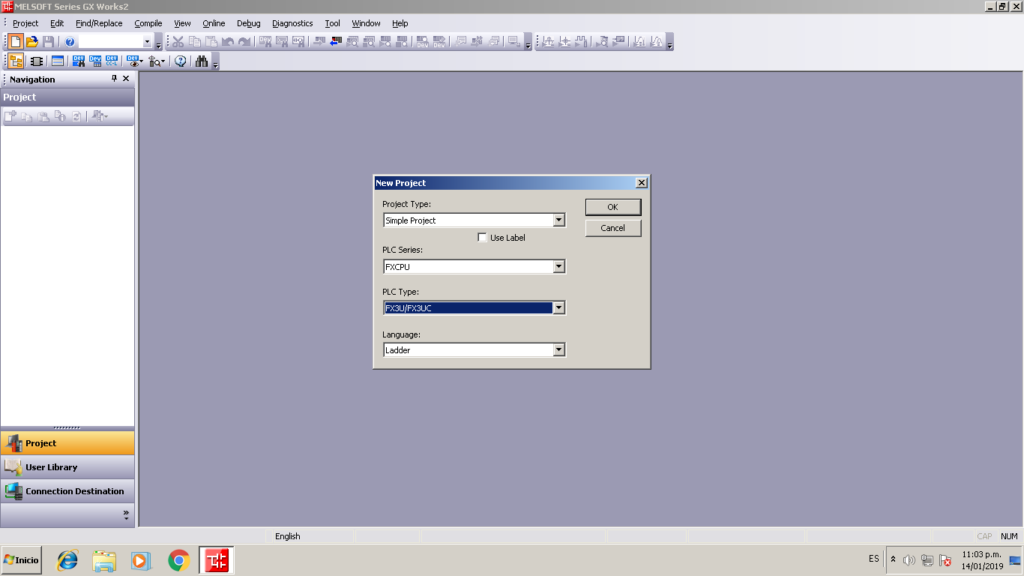
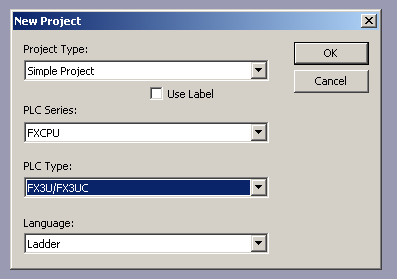
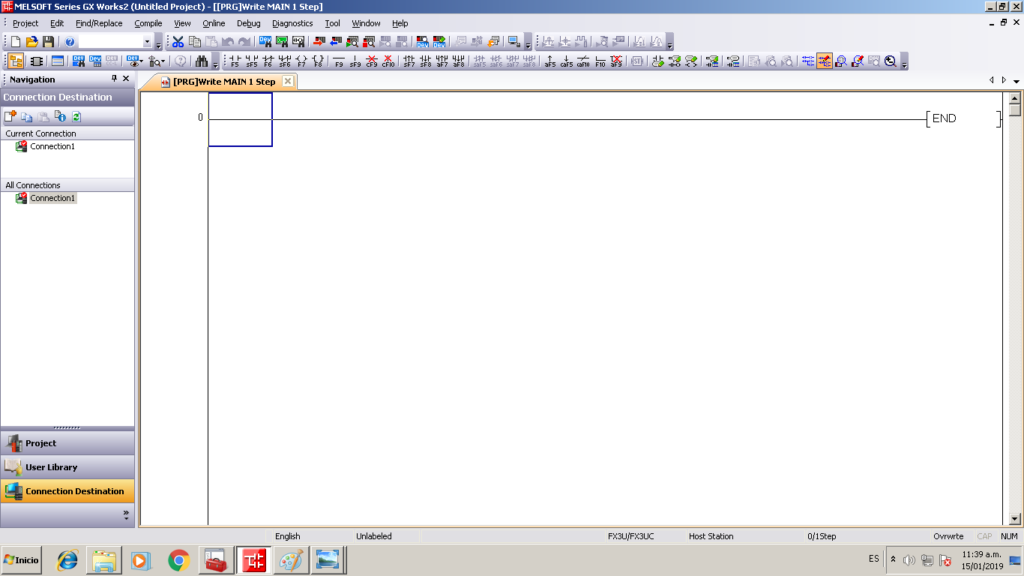
Create a new project
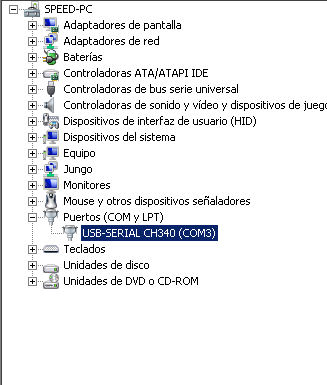
Verify the Serial RS232 to USB converter port.
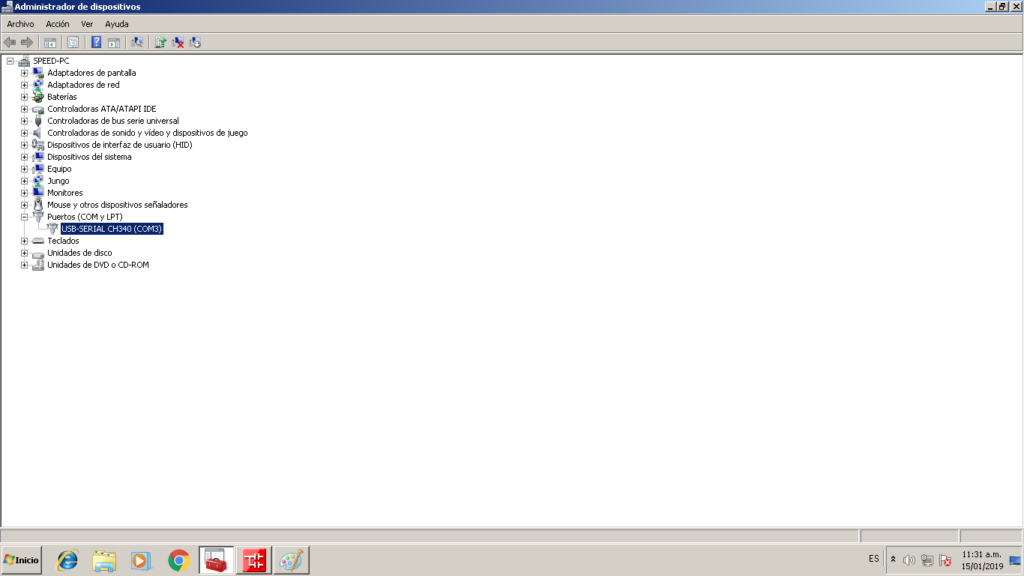
From the device manager, in my case COM3.
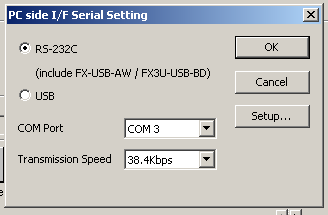
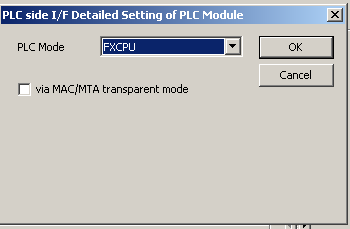
Configure communication Serial (Connection destination) Connection 1 the panel on the left side.
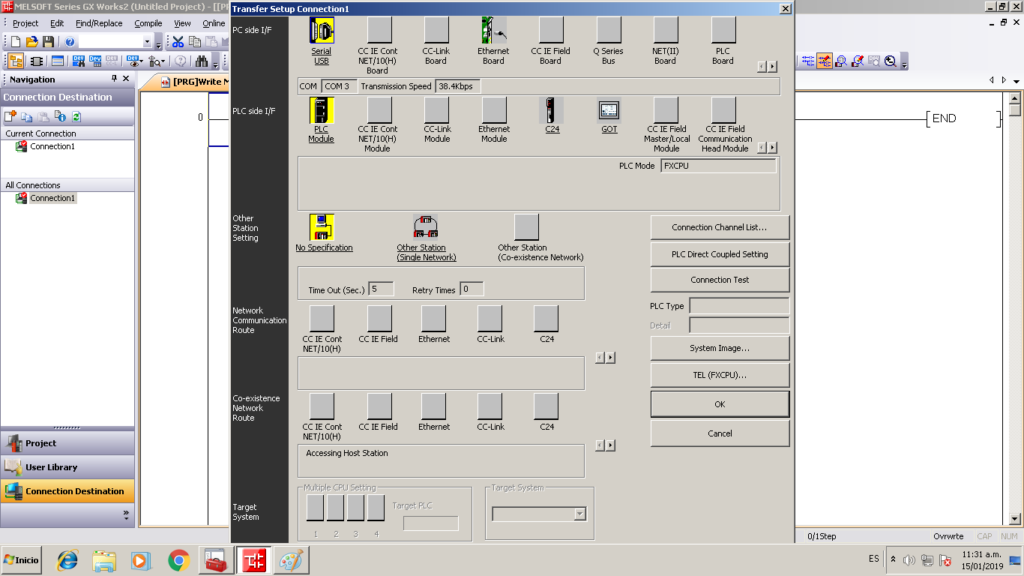
Configure Serial Port and communication speed to 38,400 bauds.
Perform a “Test Connection” and if the communication is successful with the PLC, they will see this message:
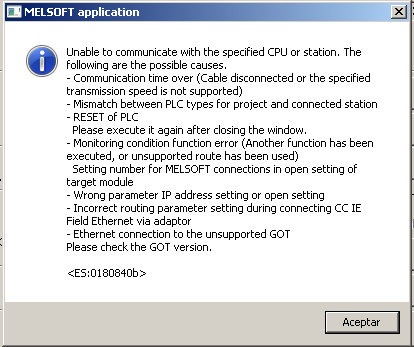
Otherwise, if you see an error like the following, there is a fault in parameters, physical connections or PLC type.
Ladder Language Programming
As mentioned in previous tutorials, we have Ladder language or also known as ladder language and SFC language or Grafcet language..
In this opportunity we will use Ladder, but both are perfect.
Save project
First program
This PLC has M records are internal Boolean registers or variables, X are digital inputs and Y are Rele outputs in this case, For more detailed information of the address and records of this plc I recommend reading the Mitsubishi documentation for the FX3U family.
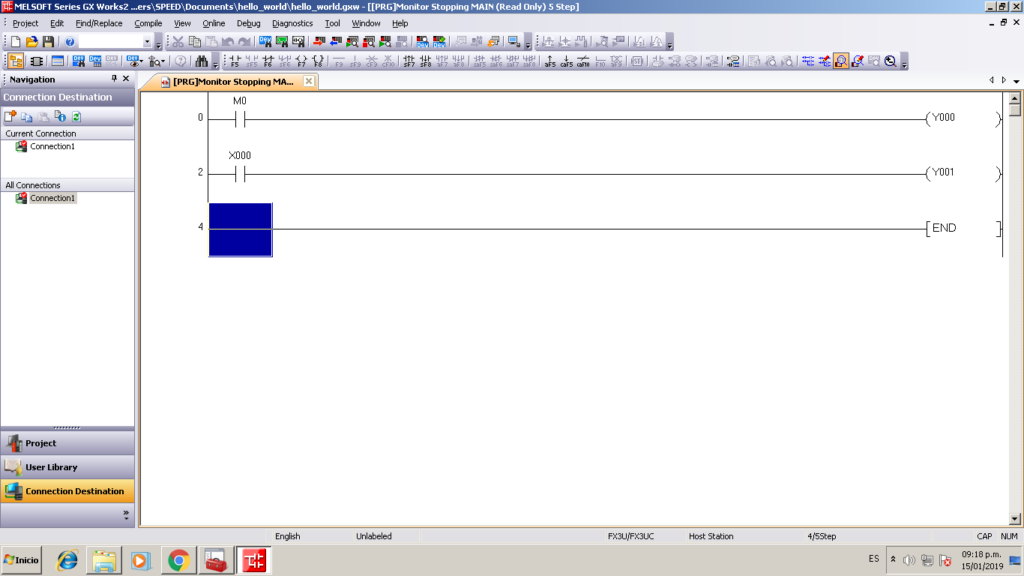
This sequence is very basic:
- The first line, The M0 register will activate the output Y0.
- The second line, digital input X0 will activate the output Y1.
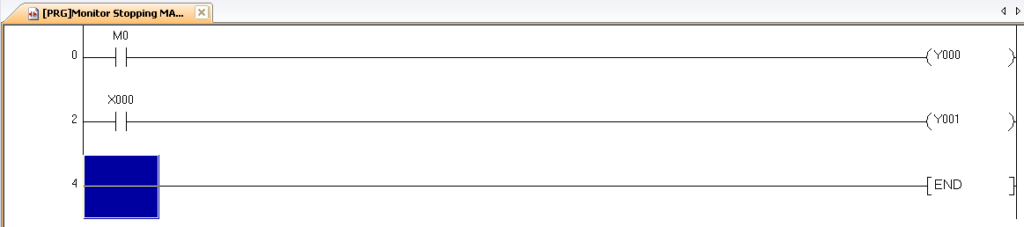
Important note: after creating the code or sequence in ladder, compile the code that does not see the background in gray, if not compile and save, all the code can be deleted when trying to download, attention !!!
Download Program to PLC
Select all parameters, comments, code and routines.
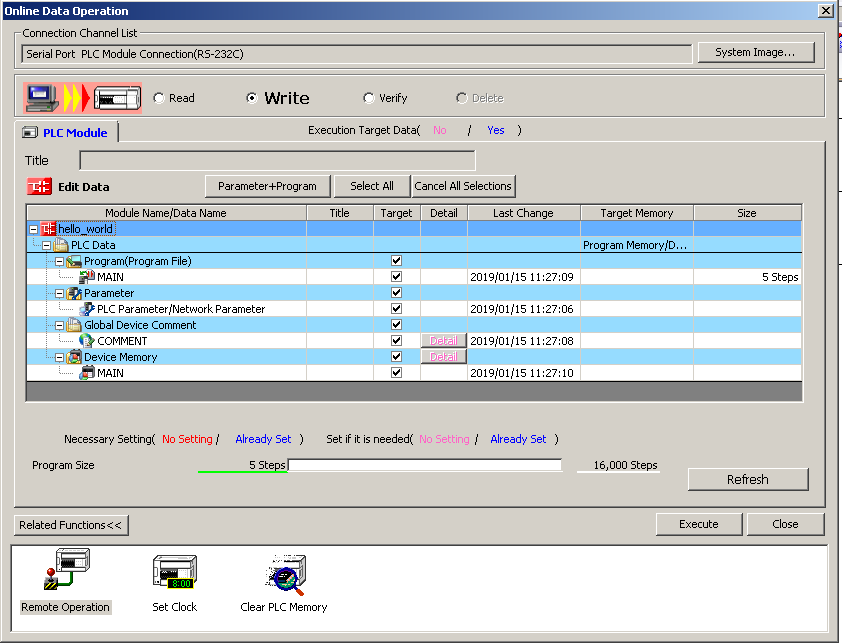
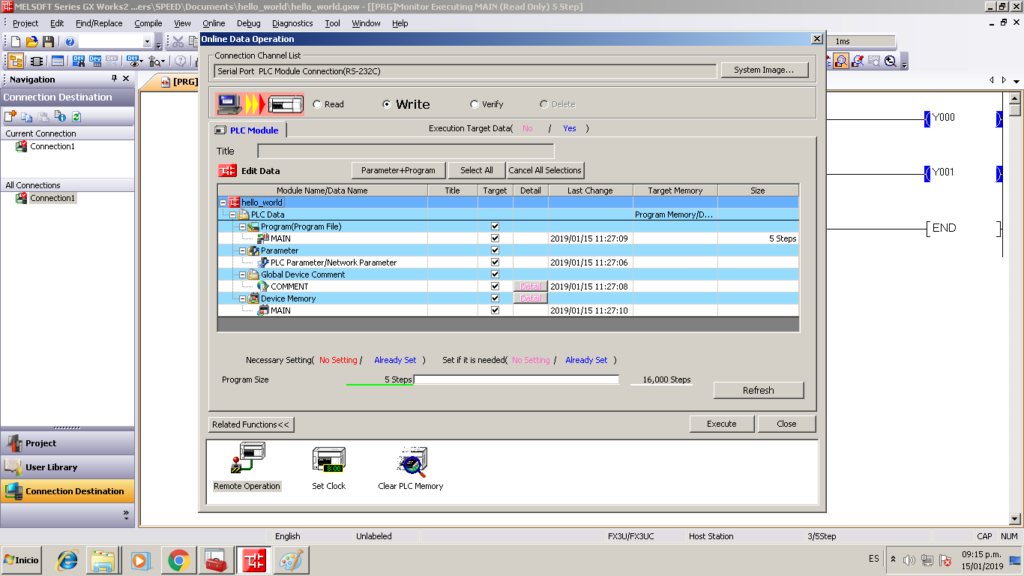
Execute to start download.
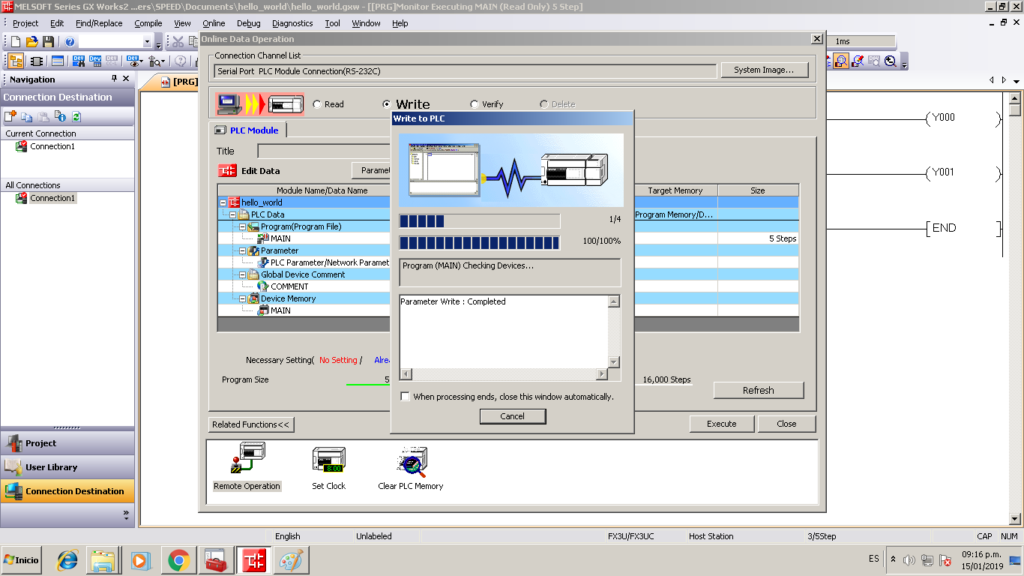
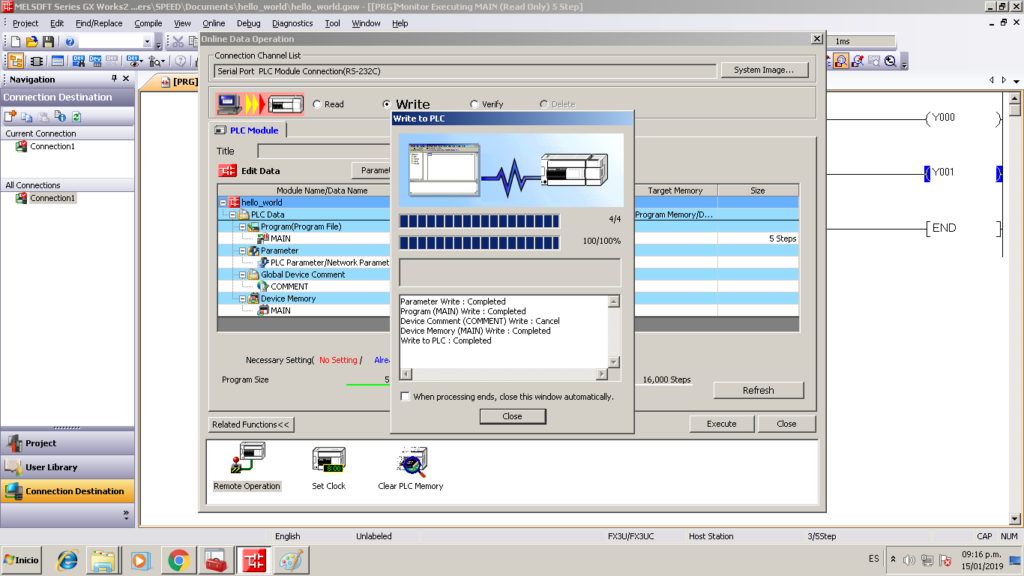
Downloading to PLC
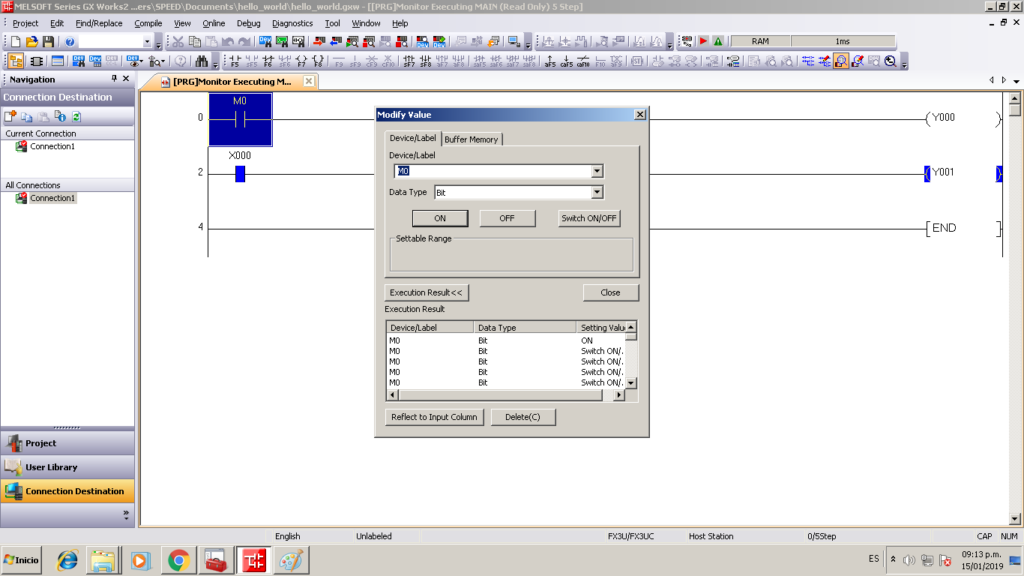
Online mode
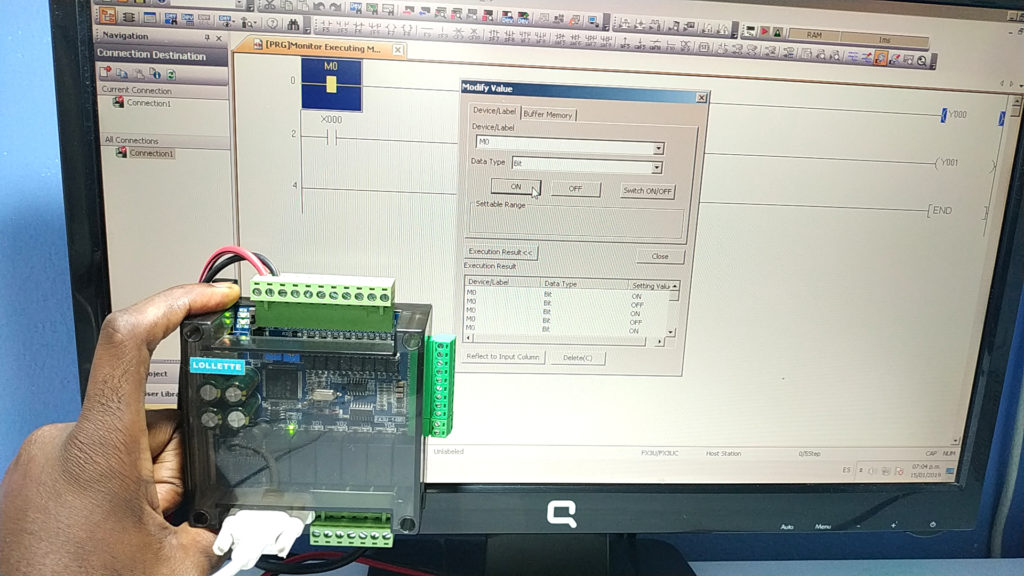
After downloading the program and placing PLC in RUN mode, Gx Works 2 allows online monitoring of the status of registers and variables.
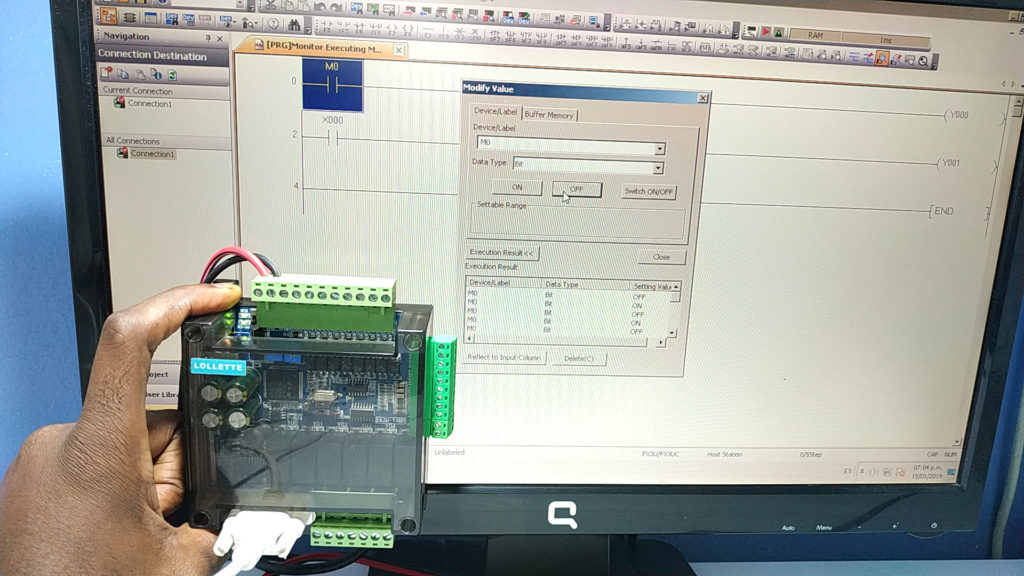
Another possibility is to force said records for tests, in my case I will force the M0 record to activate the output Y1.
- Activate Output Y0.
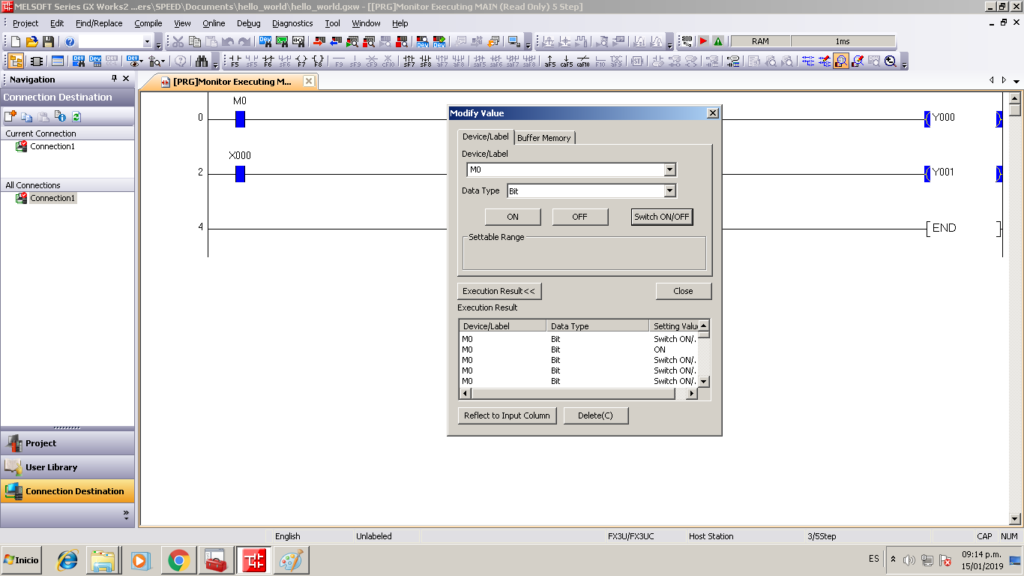
- Deactivate Y0 output
Conclusions
It works perfectly, the stability and robustness of the Gx Works generates confidence in this PLC that costs less than 40 dollars on Aliexpress.
The depuration is the feature that I value most of all the application
If you want to buy PLC Lollette on Aliexpress from here, there is great variety and price variations, a good advice to look for.
In future tests, we will connect with OPC, and start the integration with ESP32 and Node-RED. We will increase the complexity we will explore high speed counters, and other variable types.